





ゲート追加によるショートショットの改善
プラスチック製品の開発では、外観要求上の制限から設計段階でゲートの位置を指定されることが多くあります。
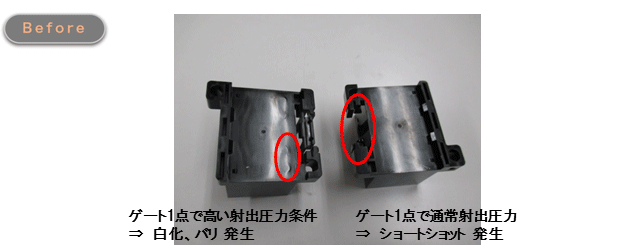
上の写真では、ゲートの位置・数共に設定が悪かったため、ショートショットになってしまいました。
このショートショットを改善するために、成形条件の変更として射出圧力を上げると、バリ・白化など様々な不具合発生に繋がります。
生産性改善のためには金型の設計変更が求められます。
上の写真では、ゲートの位置・数共に設定が悪かったため、ショートショットになってしまいました。
このショートショットを改善するために、成形条件の変更として射出圧力を上げると、バリ・白化など様々な不具合発生に繋がります。
生産性改善のためには金型の設計変更が求められます。
プラスチック射出成形では、ゲート位置・数の設定が非常に重要です。
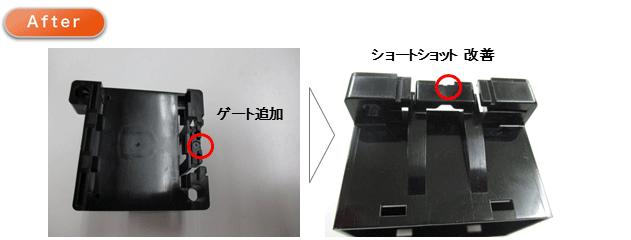
ショートショットの対策としては、ゲートの位置を変更したり、新たに追加したりすることを検討できます。
外観要求及び機構上問題なければ、上の写真のように、ゲートを追加することで、樹脂の充填バランスがスムーズになり、ショートショットを改善できます。
射出圧力を下げられることによりバリ・白化などの品質不具合の解消にも繋がり、生産性を向上させることができます。
ショートショットの対策としては、ゲートの位置を変更したり、新たに追加したりすることを検討できます。
外観要求及び機構上問題なければ、上の写真のように、ゲートを追加することで、樹脂の充填バランスがスムーズになり、ショートショットを改善できます。
射出圧力を下げられることによりバリ・白化などの品質不具合の解消にも繋がり、生産性を向上させることができます。
製品事例

ボンネット(ガラス繊維入り樹脂)

支持板

ボディ

ボディ

ボディ

パネル

ミキシングチャンバー

マシンガン

マグネットローラー

レバー部品

レバー

ベース

ケース

拍車ベース

ダイス

樹脂コンテナ

スクリーン

プレート

ジョイントパイプ

キャップ

ボディー

ハーネス結束バンド
ボビン